

產(chǎn)地:浙江臺(tái)州
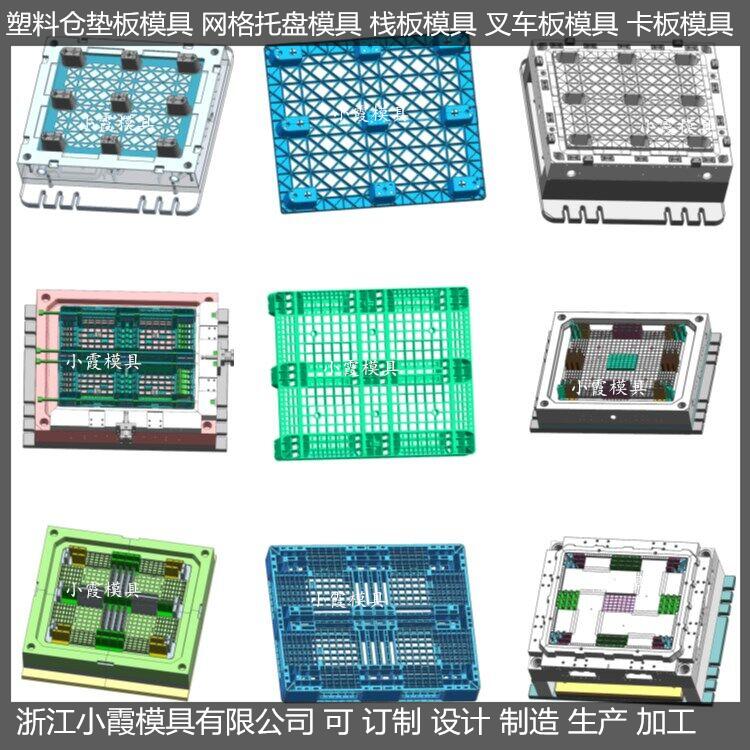
規(guī)格:塑膠垃圾車模具模具生產(chǎn)線
公司所在地:浙江臺(tái)州
電話:0576-89881100

塑膠垃圾車模具模具生產(chǎn)線的簡(jiǎn)單介紹塑膠垃圾車模具模具生產(chǎn)線塑膠垃圾車模具模具生產(chǎn)線的詳細(xì)信息塑膠垃圾車模具模具生產(chǎn)線
日用品模具
溫馨提示:急報(bào)價(jià)做注塑模具咨詢熱線:18857609316 陳總【熱線:0576--89881100】 小霞模具有強(qiáng)大設(shè)計(jì)團(tuán)隊(duì)可接受:提供樣品,或者,三維圖紙,二維圖紙,可以報(bào)價(jià)開模,歡迎您來(lái)咨詢報(bào)價(jià)!
增加射嘴溫度或用一個(gè)獨(dú)立的溫度控制器給射嘴加熱。 增加冷卻時(shí)間,但的辦法是使用有較小注口的注口 套代替原本的注口套。 矯正注口套與射嘴的配合面。 適當(dāng)擴(kuò)大流道的拔出斜度。 注塑件缺陷的特征 可以容易地在透明注塑件的“空氣阱”內(nèi)見到但也可出現(xiàn)在不透明的塑料中。 這與厚度有關(guān),而且常因塑料收縮離開注塑件中心而引起。 可能出現(xiàn)問題的原因 模具未充分填充。 止流閥的不正常運(yùn)行。 塑料未徹底干燥。 預(yù)塑或注射速度過快。 某些材料應(yīng)用的設(shè)備生產(chǎn)。 增加注塑壓力。 增加螺桿向前時(shí)間。 降低熔融溫度。 降低或增加注塑速度。(例如對(duì)非結(jié)晶體類的塑料要增加45%速度)。 檢查止逆閥是否裂開或無(wú)法運(yùn)作。 應(yīng)根據(jù)塑料的特性改善干燥條件,讓塑料徹底干燥。 適當(dāng)降低螺桿轉(zhuǎn)速和增大背壓,或降低注射速度。 注塑件缺陷的特征 注塑件形狀與模腔相似但卻是模腔形狀的扭曲版本。 可能出現(xiàn)問題的原因 彎曲是因?yàn)樽⑺芗?nèi)有過多內(nèi)部應(yīng)力。 模具填充速度慢。 模腔內(nèi)塑料不足。 塑料溫度太低或不一致。 注塑件在頂出時(shí)太熱。 冷卻不足或動(dòng)、定模的溫度不一致。 注塑件結(jié)構(gòu)不合理(如加強(qiáng)筋集中在一面,但相距較遠(yuǎn))。 降低注塑壓力。 減少螺桿向前時(shí)間。 增加周期時(shí)間(尤其是冷卻時(shí)間)。從模具內(nèi)(尤其是較厚的注塑件)頂出后立即浸入溫水中(38oC)使注塑件慢慢冷卻。 增加注塑速度。 增加塑料溫度。 適當(dāng)增加冷卻時(shí)間或改善冷卻條件,盡可能動(dòng)、定 模的模溫一致。 根據(jù)實(shí)際情況在允許的情況. 常見注塑產(chǎn)品缺陷: 1、 注塑速度不足。2、塑料短缺。3、螺桿在行程結(jié)束處沒留下螺桿墊料。4、運(yùn)行時(shí)間變化。5、射料缸溫度太低。6、注塑壓力不足。7、射嘴部分被封。8、射嘴或射料缸外的加熱器不能運(yùn)作。9、注塑時(shí)間太短。10、塑料貼在料斗喉壁上。11、注塑機(jī)容量太小(即注射重量或塑化能力)。12、模溫太低。13、沒有清理干凈模具的防銹油。14、止退環(huán)損壞,熔料有倒流現(xiàn)象。
日期:2023-6-17 輝
以上是塑膠垃圾車模具模具生產(chǎn)線的詳細(xì)信息,如果您對(duì)塑膠垃圾車模具模具生產(chǎn)線的價(jià)格、廠家、型號(hào)、圖片有任何疑問,請(qǐng)聯(lián)系我們獲取塑膠垃圾車模具模具生產(chǎn)線的最新信息 |

































