金屬薄板彎曲成形性能試驗(yàn)方法
金屬板材作為板材材料的一種,其應(yīng)用范圍和領(lǐng)域十分廣泛。作為衡量金屬板材在沖壓成形過(guò)程中對(duì)成形工藝適應(yīng)能力的重要指標(biāo),金屬板材的成型性能測(cè)試廣泛應(yīng)用于沖壓、汽車、輕工甚至航空航天工業(yè)等領(lǐng)域,掌握該測(cè)試并結(jié)合常規(guī)的金屬材料性能參數(shù)可以準(zhǔn)確地為仿真模擬、成型加工過(guò)程等提供詳細(xì)準(zhǔn)確的數(shù)據(jù)支撐。

金屬薄板的成形性能不是金屬薄板的固有物性,而是一種與材料變量、加工過(guò)程變量和產(chǎn)品設(shè)計(jì)變量相關(guān)的狀態(tài),這種狀態(tài)反映了制件的成形難度,它取決于金屬薄板的靜態(tài)品質(zhì)、薄板在動(dòng)態(tài)沖壓過(guò)程中承受的應(yīng)力應(yīng)變條件和薄板制件的幾何特征,根據(jù)基本沖壓成形的方式分為脹形性能、拉深性能、擴(kuò)孔性能、復(fù)合成形性能和彎曲性能等,其中彎曲性能指彎曲成形時(shí)金屬薄板抵抗變形區(qū)外層拉應(yīng)力引起破裂的能力。作為商用金屬板材供貨驗(yàn)收依據(jù)之一和金屬板料折彎?rùn)C(jī)工作精度常規(guī)檢測(cè)方法之一,了解金屬薄板彎曲成形性能試驗(yàn)方法是非常有必要的,下面就根據(jù)GB/T15825.5來(lái)具體介紹一下金屬薄板彎曲成形性能試驗(yàn)方法。
一、試驗(yàn)范圍
本方法適用于測(cè)定厚度為0.30mm~4.00mm的以最小相對(duì)彎曲半徑為指標(biāo)的金屬薄板的彎曲成形性能。
二、試驗(yàn)原理
本試驗(yàn)采用一系列具有不同底部弧面半徑的凸模(或不同厚度的墊模), 將試樣按照規(guī)定的彎曲角成形后(如圖1)檢查其變形區(qū)外側(cè)表面將該表面不產(chǎn)生裂紋或顯著凹陷時(shí)的最小相對(duì)彎曲半徑作為金屬薄板的彎曲成形性能指標(biāo)。
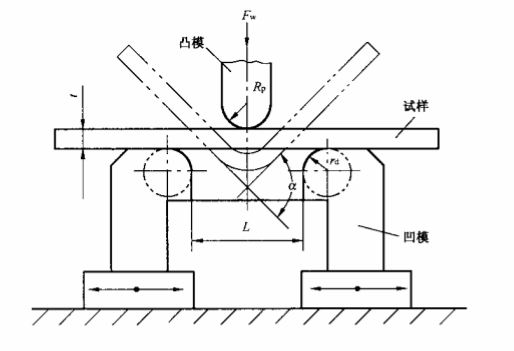
圖1 壓彎試驗(yàn)
三、制樣和模具的選用
1、本試驗(yàn)采用條形試樣,其寬度應(yīng)大于10倍板料基本厚度,但不應(yīng)小于20mm,且長(zhǎng)度應(yīng)保證試樣可彎成“V”形或“U”形。
2、推薦使用寬度50mm±0.5mm,長(zhǎng)度150mm±2.0mm的條形試樣。
3、試樣長(zhǎng)度方向應(yīng)垂直于軋制方向(取樣角θ=90°),如有特殊要求,允許取樣角改用其他數(shù)值,但應(yīng)在試驗(yàn)報(bào)告中注明。
4、按GB/T15825.2中的規(guī)定準(zhǔn)備試樣和模具,特別要求逐個(gè)測(cè)量試樣厚度,并按試樣正反兩面分組編號(hào),同時(shí)記錄試樣實(shí)測(cè)厚度。
5、凸模、墊模和凹模的寬度均應(yīng)大于試樣寬度。
6、凹模口部圓角半徑rd(如圖1)取為10mm。(注:凹模口部亦可設(shè)計(jì)成半徑為rd的可轉(zhuǎn)動(dòng)圓柱體。)
7、凸模底部弧面半徑Rp(如圖1),原則上以每間隔0.1mm為一級(jí)規(guī)格,制造公差范圍±0.01mm。為了減少試驗(yàn)工作量,推薦采用表2所列凸模規(guī)格。
8、180°彎曲所用墊模厚度(如圖3a),原則上以每間隔0.2mm為一級(jí)規(guī)格,制造公差范圍±0.01mm。為了減少試驗(yàn)工作量,推薦將表2所列數(shù)據(jù)增大一倍作為墊模厚度,即tp=2RP。
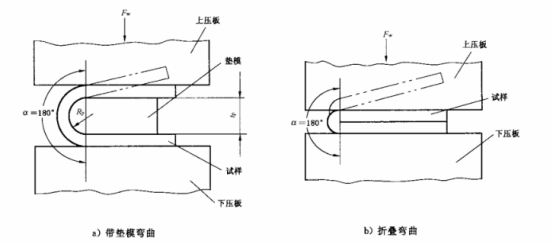
圖3 180°彎曲試驗(yàn)
四、試驗(yàn)裝置和試驗(yàn)機(jī)
1、試驗(yàn)裝置
按GB/T15825.2準(zhǔn)備試驗(yàn)裝置,并要求滿足下述技術(shù)條件:
① 試驗(yàn)裝置需配備多種規(guī)格符合試驗(yàn)需求的模具并能方便、快速地更換凸模;
② 在工作行程內(nèi),凸模與凹模對(duì)中,偏差不大于0.1mm;
③ 試驗(yàn)裝置應(yīng)能對(duì)試樣準(zhǔn)確定位;
④ 試驗(yàn)裝置應(yīng)能調(diào)整凹模開(kāi)度L(如圖1),并在調(diào)整后能夠鎖緊,以保證L在試驗(yàn)過(guò)程中不發(fā)生變化;
⑤ 試驗(yàn)裝置在工作時(shí)不應(yīng)發(fā)生傾斜、 偏移和振動(dòng)。
2、萬(wàn)測(cè)T彎試驗(yàn)機(jī)
萬(wàn)測(cè)T彎試驗(yàn)機(jī)是根據(jù)GB/T15825.5《金屬薄板成型性能試驗(yàn)方法 第5部分》標(biāo)準(zhǔn)設(shè)計(jì),能夠完成薄板的彎曲、壓扁試驗(yàn)。其設(shè)有兩個(gè)工位,左邊為彎曲試驗(yàn),右邊為壓扁試驗(yàn)。

萬(wàn)測(cè)HBT205C金屬板材彎曲試驗(yàn)機(jī)
T彎試驗(yàn)機(jī)采用臥式結(jié)構(gòu)設(shè)計(jì),結(jié)構(gòu)緊湊,外形小巧;模具更換簡(jiǎn)單,用戶可根據(jù)需求定制各種角度的模具;機(jī)器設(shè)置有安全防護(hù)罩,能夠有效保護(hù)操作人員的安全;配備高性能集成化靜音油源,采用壓差隨動(dòng)技術(shù),發(fā)熱量少,能耗低,設(shè)備采用觸摸屏控制,操作方便。
五、試驗(yàn)步驟
1、該試驗(yàn)通常在10℃~35℃的溫度環(huán)境下進(jìn)行,如有必要亦可把溫度環(huán)境設(shè)置為23℃±5℃。
2、試驗(yàn)前,按GB/T15825.2中的規(guī)定對(duì)模具、試驗(yàn)裝置和試驗(yàn)機(jī)進(jìn)行清洗、檢查和潤(rùn)滑。
3、每次試驗(yàn)前,可用全損耗系統(tǒng)用油對(duì)凹模口部圓角區(qū)域進(jìn)行適當(dāng)潤(rùn)滑。
4、調(diào)整凹模開(kāi)度,調(diào)整后鎖緊。調(diào)整凹模開(kāi)度L時(shí),按式(1)、 式(2)計(jì)算其數(shù)值,計(jì)算結(jié)果保留兩位小數(shù):

5、按規(guī)定的彎曲角,用圖1、圖3、圖4或圖5所示方法,由大到小選擇凸模或墊模規(guī)格,逐次對(duì)試樣進(jìn)行彎曲試驗(yàn),直到試樣變形區(qū)外側(cè)表面在5倍放大鏡下出現(xiàn)裂紋或顯著凹陷時(shí)為止。開(kāi)始試驗(yàn)選用的凸模或墊模規(guī)格可根據(jù)經(jīng)驗(yàn)確定。
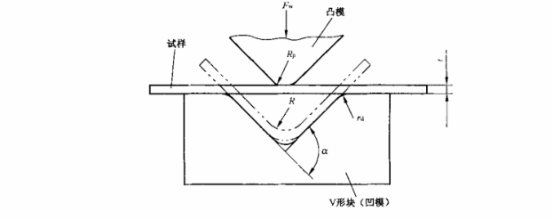
圖4 “V”形塊彎曲
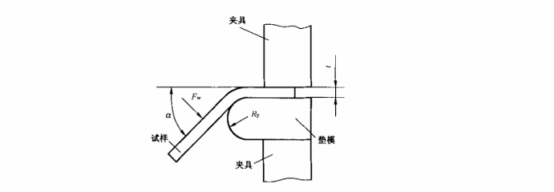
圖5 彎曲
6、使用圖1壓彎試驗(yàn)方法時(shí),如果最小規(guī)格的凸模或墊模仍不能使試樣變形區(qū)外側(cè)表面產(chǎn)生裂紋或顯著凹陷,可改變?cè)嚇訌澢嵌然驅(qū)υ嚇舆M(jìn)行圖3b所示180°折疊彎曲,但應(yīng)在試驗(yàn)報(bào)告中說(shuō)明。
7、如果凸模剛度允許,可使用圖1壓彎試驗(yàn)方法直接對(duì)試樣進(jìn)行180°彎曲,且凹模開(kāi)度按式(2)確定。
8、不能用壓彎試驗(yàn)方法進(jìn)行180°彎曲時(shí),應(yīng)先將試樣壓彎到一定角度,然后將其移至上、下兩塊壓板之間進(jìn)行180°彎曲(如圖3)。
9、對(duì)同種材料正、反兩面分別進(jìn)行3次以上有效重復(fù)試驗(yàn)。
10、變形區(qū)外側(cè)表面無(wú)裂紋、但縱向側(cè)邊出現(xiàn)裂紋時(shí)試驗(yàn)無(wú)效。為避免這種現(xiàn)象,必要時(shí)需打磨毛刺。
六、最小彎曲半徑的確定和試驗(yàn)結(jié)果計(jì)算
1、壓彎試驗(yàn)或180°有墊模彎曲試驗(yàn)時(shí),按式(3)確定最小彎曲半徑Rmin。

(注:Rpf是試樣變形區(qū)外側(cè)表面出現(xiàn)裂紋或顯著凹陷時(shí)所用的凸模底部弧面半徑或所用墊模厚度的二分之一)
2、180°無(wú)墊模彎曲試驗(yàn)時(shí),按下述原則確定最小彎曲半徑:
① 試樣變形區(qū)外側(cè)表面在5倍放大鏡下出現(xiàn)裂紋或顯著凹陷時(shí),最小彎曲半徑Rmin=0.1mm。
② 試樣變形區(qū)外側(cè)表面在5倍放大鏡下無(wú)裂紋或顯著凹陷時(shí),最小彎曲半徑Rmin=0。
3、計(jì)算最小相對(duì)彎曲半徑Rmin/t,計(jì)算結(jié)果保留一位小數(shù)。
4、計(jì)算平均最小相對(duì)彎`Rmin/t,計(jì)算結(jié)果保留一位小數(shù)。
標(biāo)簽:
相關(guān)技術(shù)
- 昌平泵站調(diào)蓄池工程大型深基坑臨時(shí)棧橋的設(shè)計(jì)與施工
- 大型蝶閥的鑄造工藝
- 紡織品透濕測(cè)試箱適用標(biāo)準(zhǔn)有哪些
- 口罩彈力帶拉力試驗(yàn)機(jī)有什么特點(diǎn)
- 江蘇麥克威——關(guān)于微波殺菌您知道多少?
- 安裝美國(guó)DWYER德威爾止回閥的五點(diǎn)方法
- 江蘇大學(xué)科技園電氣火災(zāi)監(jiān)控系統(tǒng)的設(shè)計(jì)和應(yīng)用
- 怎么發(fā)現(xiàn)食品包裝袋的泄漏
- 請(qǐng)問(wèn)拉伸試驗(yàn)機(jī)需要遵循什么原則呢?
- 能耗管理系統(tǒng)在鄭州銀基冰雪主題酒店機(jī)電安裝工程的應(yīng)用
2、如涉及作品內(nèi)容、版權(quán)和其它問(wèn)題,請(qǐng)?jiān)?0日內(nèi)與本網(wǎng)聯(lián)系,我們將在第一時(shí)間作出適當(dāng)處理!有關(guān)作品版權(quán)事宜請(qǐng)聯(lián)系:+86-571-88970062
- 2025年一季度通用機(jī)械行業(yè)企業(yè)動(dòng)態(tài)匯總
- 浙江省抽查100批次閥門產(chǎn)品,7批次不合格
- 江蘇省緊固件行業(yè)協(xié)會(huì)召開(kāi)常務(wù)理事擴(kuò)大會(huì)議
- 德國(guó)波勒過(guò)濾器公司采購(gòu)總監(jiān)Sabine Stejskal一行蒞臨艾坦姆合金調(diào)研考察
- 聊城軸承小鎮(zhèn)的“智造”先鋒:華工軸承的成長(zhǎng)啟示
- 西北軸承鐵路車間開(kāi)展現(xiàn)場(chǎng)優(yōu)化專項(xiàng)行動(dòng)
- 我國(guó)最大超深油田油氣產(chǎn)量當(dāng)量累計(jì)超2000萬(wàn)噸
- 百萬(wàn)噸級(jí)!我國(guó)首個(gè)海上CCUS項(xiàng)目開(kāi)鉆
- 陜鼓簽約百萬(wàn)噸CCUS示范項(xiàng)目
- 瓦軸集團(tuán)智慧攻堅(jiān) 巧解生產(chǎn)難題
- 國(guó)際事業(yè)公司駐緬機(jī)構(gòu)全力保障緬甸災(zāi)區(qū)用油
- 中油測(cè)井自主研發(fā)新技術(shù)煤中“淘”氣
網(wǎng)站地圖 - 關(guān)于我們 - 誠(chéng)聘英才 - 幫助中心 - 法律聲明 - 展會(huì)合作 - 本網(wǎng)動(dòng)態(tài) - 服務(wù)項(xiàng)目 - 會(huì)員服務(wù) - 網(wǎng)站建設(shè)
廣告咨詢:
客戶服務(wù):
友情鏈接:
服務(wù)熱線:0571-88970062 傳真:0571-88971936
客服郵件:service#chemsb.com 銷售郵件:sales#chemsb.com 投稿郵件:info#chemsb.com 版權(quán)所有©全球化工設(shè)備網(wǎng)