袋式除塵器覆膜濾袋的縫制
1引言
隨著經濟的高速發展和人民生活水平的進一步提高,各國對于有毒有害顆粒污染物的排放要求都越來越嚴格。我國環保部公布的《環境空氣質量標準》也要求PM2.5的日均濃度限值為0.075mg/m³,這就要求城市工業生產、燃燒排放等都要注意收塵減排。有的企業總排放濃度要求達到5mg/m³以下,甚至要求零排放。
此時,有些袋式除塵器的濾袋就要求覆膜。覆膜濾袋最大的優勢在于實現了表面過濾,原理是通過表面光滑的多微孔膨體聚四氟乙烯薄膜將粉塵截留在濾袋表面,而不再在濾料內部形成粉塵層,做到了真正的表面過濾。并且由于聚四氟乙烯的光滑、憎水特性,粉塵不易黏附,剝離清灰效果非常好,還具有耐高溫、耐腐蝕等特性。
可見,覆膜濾袋在過濾清灰過程中,起主要作用的就是表層覆膜,然而這層覆膜的厚度有的僅幾微米,是名副其實的“薄”膜。因此,為了保證覆膜濾袋成品的品質,濾袋制作就必須有一套特殊的工藝來保證這層薄膜不被破壞。而精湛的縫制技術是高品質覆膜濾袋得以成型的保證。
2精湛的縫制技術
2.1選擇合適的縫線縫制
濾袋就像縫制衣服一樣,如果縫線不好,就會出現衣服完好,而縫線斷裂脫線的現象。因此,覆膜濾袋更需要選擇合適的縫線,材質必須優于或等于濾料本身(基材)的材質,即縫線的耐溫、耐腐蝕、耐磨耐曲撓、抗拉強度等特性均需優于濾料本身的材質。從細節上保證縫線的正確選用,才能保證覆膜濾袋的縫制質量。
2.2針法與縫紉機
覆膜濾袋的袋身縱向縫線必須牢固、平直,在除塵清灰過程中有一定的伸縮性。在制作覆膜濾袋的袋身時,采用縱向雙線縫制的方法進行雙線鏈式線跡的縫制,該方法的優點是彈性和強力都優于鎖式線跡,并彌補了單線鏈式線跡鏈線斷裂時的邊鎖脫散的不足,且采用三針縫制,可使濾袋的強度大大增強。
覆膜濾袋的袋底采用鎖式線跡的縫紉機進行縫制,是因為鎖式線跡的優點是上下縫合比較緊密,而濾袋的底部并不需要有很好的彈性,只需要縫合緊密就不會漏灰。
覆膜濾袋的袋口也可采用鎖式線跡的縫紉機進行縫制。因為濾袋袋口的縱向也不需要有很好的彈性,而只需要縫合緊密不漏灰。與袋底有一點不同的是,袋口的縫線還承受了整個濾袋的自身重量,因而還需要滿足一定的強度要求。
2.3接縫
袋式除塵器也常會出現濾袋的濾料本身沒有破損,而接縫處裂開的情況,原因可能是縫線的材質不符合要求,也可能是接縫縫制質量不過關,還有可能是接縫形式選擇錯誤。為了保證成品濾袋的正常運行和使用壽命,在覆膜濾袋制作過程中,接縫形式的選擇也是需要重視的一個環節。
常見的接縫形式有3種(見圖1~圖3):

1)常規接縫,即將兩側邊縫直接搭接縫合的方式;
2)單卷邊接縫方式,即將一側接縫折邊,將邊口隱藏在接縫內部;
3)雙卷邊接縫方式,即兩側接縫均折邊,邊口均隱藏在接縫內部。
對于玻纖覆膜濾袋,主要是由縱橫交錯的機織濾料作為基材,邊口的經紗、緯紗極易松散脫落,若使用圖1所示的常規接縫,則邊口紗線容易脫落,甚至導致接縫松脫。因此,必須采用圖3所示的雙卷邊縫制方式,將兩側邊口均隱藏在接縫內部,防止邊口的玻纖紗線脫落導致接縫松脫的現象。對于普通針刺氈覆膜濾袋,其基材是非織造材料,沒有經紗、緯紗的機織結構,邊口不易松散脫落,因此可以采用圖1所示的常規接縫方式進行縫制。
對于食品、醫藥等行業,為了避免覆膜濾袋接縫上的濾料纖維掉入回收料中,針刺氈覆膜濾袋須采用圖2所示的單卷邊方式進行縫制,將迎塵面一側的毛邊隱藏在濾袋內部。
其實從安全和質量角度,采用圖3所示的雙卷邊方式縫制是最好的選擇,因為這樣既可保證邊口的纖維或紗線不會混入粉塵中,又可保證接縫縫合的強度,不易松脫。但在客觀條件允許的情況下,采用圖1所示的常規接縫則是最節約成本的方式,并且由于普通針刺氈覆膜濾料比玻纖覆膜濾料厚得多,如果也采用圖3所示的雙卷邊方式縫制,則接縫會因太厚而無法縫制。因此,接縫形式的選擇還應視濾料的材質和應用的場合等具體情況而定。
2.4同步輸送
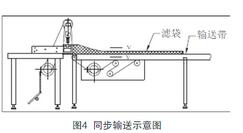
在覆膜濾袋的縫制過程中,必須特別注意對濾料表層薄膜的保護,盡最大可能避免損傷。在外濾式袋身的三線鏈式縫制過程中,由于是直縫縫制,袋身會被迅速推到操作臺面,這樣,濾袋的覆膜表面與操作臺面間就會形成摩擦,并極有可能損傷覆膜。為了解決這一問題,應采用與縫制速度相匹配的同步輸送裝置。該裝置與縫紉機的啟停同步,即縫紉機工作與側輸送帶的速度匹配,使濾袋的覆膜表面與輸送帶表面之間相對靜止,避免了摩擦損壞。當縫紉機停止工作時,則輸送帶也同步停止(如圖4所示)。
另外,在縫制袋口和袋底時,袋身必須同步旋轉,不可直接扭轉袋身,導致濾料覆膜因扭力作用而破損。在縫制內濾式濾袋的防癟環的過程中,由于是轉動縫制,易造成摩擦損傷。所以可采用在長臂上制作同步滾動的裝置,盡最大可能減少相對摩擦,同時也可減輕操作人員的工作強度,一舉兩得。
2.5自動縫紉
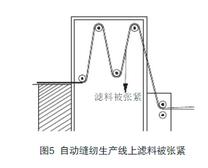
隨著縫制技術的發展,目前濾袋縫制也有了全自動生產的縫紉設備,一旦初步調試完成,縫制過程中就很少需要人工操作了。在一般氈料濾袋的縫制中可廣泛應用。但在縫制覆膜濾袋時,則要謹慎使用自動縫紉設備。因為,在自動縫紉設備上,濾袋在縫制之前是需要張緊成型的(如圖5所示),在設置這個張緊力時就特別需要考慮到對濾料表層覆膜的保護,否則極易造成覆膜因張力過大或與張緊輥摩擦而破損。
如果是玻纖覆膜濾料,則更需要特別注意張緊力的調節,嚴格遵照設備操作規范,以免對玻纖覆膜料造成較為“隱性”的損傷。
2.6考慮細節
細節決定質量。縫制高品質的覆膜濾袋不僅需要先進的工藝、齊全的設備,還需要考慮縫制過程中的每一個細節。比如在縫制過程中,覆膜濾料或濾袋不可落地,因為地面總是存有一定量的灰塵、細菌甚至細小砂石,如果落地,覆膜表面難免會被這些細小砂石磨損,并沾上一些灰塵和細菌。已沾有地面灰塵和細菌的覆膜濾袋如果應用于食品或醫藥行業,這些灰塵很可能就會跟隨收集下來的回料一起進入人體,造成安全隱患。
因此,對于覆膜濾袋縫制過程中的類似細節問題,應制定嚴格的工藝流程,對每一個制作覆膜濾袋的環節,都要采用全檢的方法,以保證出廠的覆膜濾袋不僅完好無損,而且品質卓越。
3正確的包裝
覆膜濾袋制作檢驗完成后,在最后的包裝運輸階段也需要注意很多細節,以防止覆膜濾袋在最后階段遭到損壞。
覆膜濾袋在放入包裝紙箱時應盡量避免大角度折痕,因為折痕處易導致薄膜受損,特別是玻纖覆膜濾袋本身的抗折性就差,所以在此環節上應采用專用的卷制設備進行卷制包裝,以最大程度減小覆膜濾袋因折疊而造成的覆膜折痕損傷。另外,也不能為了節約包裝運輸成本而在一個紙箱內塞入很多條濾袋,因為這樣就會導致濾袋出現很多大角度折痕,從而使薄膜受損。包裝紙箱內也不可有釘子等尖銳物,應用膠黏方式的包裝紙箱,方可最大程度地保護覆膜濾袋表層薄膜。
4選擇合適的配件
覆膜濾袋有內濾式、外濾式幾種形式,其中外濾式是指含塵氣流由濾袋外側流向濾袋內側,粉塵積聚在濾袋外表面的過濾形式。因此,外濾式覆膜濾袋的主要配件為袋口彈性圈和內部框架。優質的成品覆膜濾袋必須有高質量的袋口彈性圈和框架來配合。
4.1袋口彈性圈
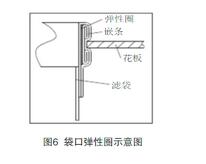
用袋口彈性圈實現濾袋安裝的外濾式濾袋袋口結構如圖6所示。袋口彈性圈封在外濾式覆膜濾袋的上口,由彈性不銹鋼環或碳鋼環與濾料制成的嵌條組成。用手可將彈性圈壓扁,卡在花板口內,用手將彈性圈回彈至環形原狀,可聽到清脆的“啪”一聲,此時袋口嵌條便與花板口卡緊。濾袋袋口與花板口必須緊密安裝好,濾袋在花板口內不能轉動。然而袋口彈性圈的制作也須注意很多細節,否則不僅起不到安裝省力的效果,還有可能造成因配合不恰當而發生漏灰甚至掉袋的現象。
好的袋口環有的選用不銹鋼帶制作,其邊口均已經過拋光處理,不帶任何銳邊或毛刺,在縫制過程中不會割傷操作人員的手,縫入濾袋中也不會造成袋口處出現割傷、破裂等現象。這種不銹鋼帶彈性必須優良。袋口彈性圈上的濾料材質也須與濾袋一致,或者采用性能優于袋身的濾料,包括耐溫、耐磨、耐腐蝕等各項性能。4.2覆膜濾袋與框架的配合
覆膜濾袋與內部框架的配合是一個值得深入探討的問題,應該分成兩種情況進行分析,一種是普通針刺氈覆膜濾袋,另一種是玻纖覆膜濾袋,兩種情況的配合存在很大的差異。
對于針刺氈覆膜濾料,其本身的抗折性較好,而覆膜是聚四氟乙烯材質,具有較強的伸展性,因此在考慮清灰時,可以擁有較大的振幅,促使表面積灰更容易剝落。所以其內部框架與濾袋的配合直徑應在5mm左右為宜。即濾袋內徑應比框架外徑大5mm,而框架縱筋之間的距離也應相應調至20~40mm為宜。
對于玻纖覆膜濾袋,由于玻纖濾料本身的抗折性較差,決定了玻纖濾袋在清灰過程中的振幅不能太大,否則將會影響濾袋的使用壽命。因此,應使框架與玻纖覆膜濾袋的配合更緊密。并且在制作過程中,需要在框架上試套濾袋,確保框架與濾袋配合得盡可能完美。另外,框架縱筋之間的距離也應相應調至20mm以下,使框架縱筋稍密,目的同樣是減小濾袋在清灰過程中的振幅,從而使玻纖覆膜濾袋也具有較長的使用壽命。
特別值得注意的是,濾袋包裹在框架上并不是一個完整的圓,而是一個多邊形。濾袋的直徑測量方法是先測量出測其半周長,然后再進行換算得出的,因此框架直徑的測量也應當是測出其周長后再換算成直徑,所以應當采用“π”尺來測量框架的直徑。
4.3覆膜濾袋對框架質量的要求
框架的質量對覆膜濾袋的壽命影響極大,框架表面的毛刺,極易對濾袋的表面造成拉絲、斷絲及使用過程中的破裂,并且容易造成對覆膜的損傷,所以框架表面必須光滑。
濾袋框架應有足夠的強度、剛度和尺寸的準確度,以防受壓變形、運輸中損壞、濾袋裝入除塵器后相互接觸碰撞以及裝袋困難、濾袋與框架相互摩擦損壞等情況發生。其中強度和剛度不僅對框架所用鋼筋本身的質量有要求,更對焊接質量有很高的要求。而濾袋框架尺寸的準確度包括垂直度、長度、直徑、豎筋與豎筋的間距、橫圈與橫圈的間距等,都需要滿足有關標準的要求。
濾袋框架上的所有焊點必須牢固,不允許有脫焊、假焊、虛焊和漏焊。采用經過改良的框架焊接機,可使框架在焊接過程中焊接參數穩定,確保焊接質量。并且為了避免二次焊接造成的焊接質量下降,在框架的橫向支撐圈焊接過程中,均應將橫圈本身的焊點放在兩根豎筋的中間位置(如圖7),以保證橫圈與豎筋之間的焊接均為一次焊接,從而可最大程度地保證框架焊接的強度和質量。

但這樣一來,橫圈本身的焊點在清灰過程中就將與濾袋的內表面直接接觸,為了避免因此接觸而造成的焊疤摩擦損壞濾袋,可增加一道橫圈的整理工序,去除橫圈焊疤的毛刺、凹凸不平,使橫圈焊接表面也保持光滑(如圖8),然后再與框架的豎筋焊接。這樣就可避免濾袋內表面在過濾清灰過程中與此焊點的摩擦損壞。橫圈的質量在很大程度上會對框架質量造成影響,所以應制定一套質量保證體系來保證橫圈的直徑和圓度。

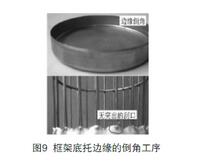
為了更好地避免框架表面對覆膜濾袋的損傷,在框架底托的邊緣,應增加一道倒角工序,這樣底盤邊緣在壓入框架豎筋間隙后,在與豎筋的接觸面上沒有突出的刮口,就可進一步減少濾袋與框架間磨損的可能性(如圖9)。
5、結語
袋式除塵器覆膜濾袋的制作,只通過精湛的縫制技術還無法真正發揮覆膜濾袋的性能,必須在進行袋式除塵器結構設計和運行參數的設定時,就要考慮到覆膜濾袋本身的透氣率相對較小、表面過濾等特點,采取相應的措施,才能最大程度地確保整個袋式除塵系統實現理想的運行效果。
標簽:
相關技術
2、如涉及作品內容、版權和其它問題,請在30日內與本網聯系,我們將在第一時間作出適當處理!有關作品版權事宜請聯系:+86-571-88970062