資深鑄鋼廠家為您講述栓球節點加工工藝
作者: 2016年02月24日 來源: 瀏覽量:
字號:T | T
螺栓球節點由螺栓、鋼球、銷子(或螺釘)、套筒和錐頭或封板等零件組成,適用于連接鋼管桿件。 1.螺栓球節點制作工藝流程 螺栓求節點制作工藝方法 圓鋼下料:求節點材質要求45#,材料主要為圓鋼;圓鋼下料采取鋸床機
 |
螺栓球節點由螺栓、鋼球、銷子(或螺釘)、套筒和錐頭或封板等零件組成,適用于連接鋼管桿件。
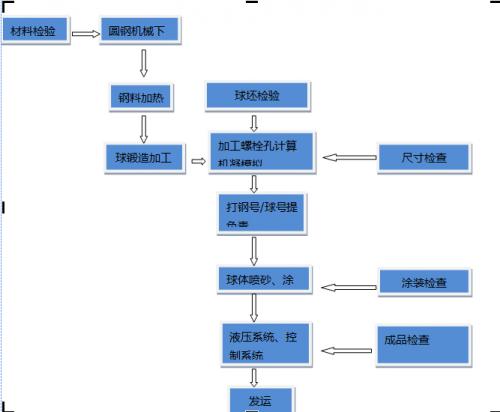
1. 螺栓球節點制作工藝流程
圓鋼下料:求節點材質要求45#,材料主要為圓鋼;圓鋼下料采取鋸床機械鋸割。
鋼球初壓:首先將圓鋼在加熱爐中加熱至1150℃~1200℃;初鍛采取高速蒸汽沖床或油壓機+專用成型模具。
球體鍛造:球體鍛造采取高速蒸汽沖床,配合專用成型模具;鍛造溫度應該控制在800~850℃;鍛造時球體表面部分微裂紋,同時鍛造后球體表面應均勻順滑。
劈面/工藝孔加工:在專用車床上首先劈出工藝孔平面,然后在該平面上鉆出工藝孔;以工藝孔為基準進行球體的裝夾(配置專用夾具)。
螺栓孔加工:先采用鉆頭鉆出螺栓孔,然后換成絲錐進行內螺紋的專制;內螺紋絲錐公差應符合國家標準《絲錐螺紋公差》GB968中的H4級。
標記:檢查螺栓球標記是否齊全;螺栓球印記要打在基準孔平面上,要有球號、螺紋孔加工工號等;自己清晰可辨。
除銹:除銹等級需要達到設計要求的Sa2.5級。
油漆涂裝:球體表面油漆主要用噴涂法;涂裝的厚度由于濕膜測厚儀控制并符合設計要求,涂裝時應注意避免油漆進入螺紋孔內。
全球化工設備網(http://www.tupvw34.cn )友情提醒,轉載請務必注明來源:全球化工設備網!違者必究.
標簽:
相關技術
免責聲明:1、本文系本網編輯轉載或者作者自行發布,本網發布文章的目的在于傳遞更多信息給訪問者,并不代表本網贊同其觀點,同時本網亦不對文章內容的真實性負責。
2、如涉及作品內容、版權和其它問題,請在30日內與本網聯系,我們將在第一時間作出適當處理!有關作品版權事宜請聯系:+86-571-88970062
2、如涉及作品內容、版權和其它問題,請在30日內與本網聯系,我們將在第一時間作出適當處理!有關作品版權事宜請聯系:+86-571-88970062
推薦技術