PLC在鞋頭定型機(jī)中的應(yīng)用
一 鞋頭定型機(jī)介紹
鞋頭定型機(jī)用與做鞋流程的一個(gè)工序。它的用途是將做好的鞋面經(jīng)過熱模加熱后?再使用冷模定型? 讓鞋面能夠達(dá)到比較標(biāo)準(zhǔn)的模型。相比傳統(tǒng)做鞋方法?既能減少工時(shí)?又能提高品質(zhì)。
二 動(dòng)作流程:
1. 首先打開主電源開關(guān)?按SB1啟動(dòng)工作電源?交流接觸器KM1接通交流工作變壓器。PLC得電完成初始化?因加熱與制冷需要一段時(shí)間?固一般先開機(jī)大約15分鐘后才工作。
2. 以左熱模為例?將鞋面放入熱模中適當(dāng)位置?用腳踏熱模定型開關(guān)一次。左熱模電磁閥動(dòng)作,使左氣缸動(dòng)作夾緊鞋面?延時(shí)斷開?如延時(shí)中想取出鞋面?只要用腳踏第二次便使夾緊復(fù)位。
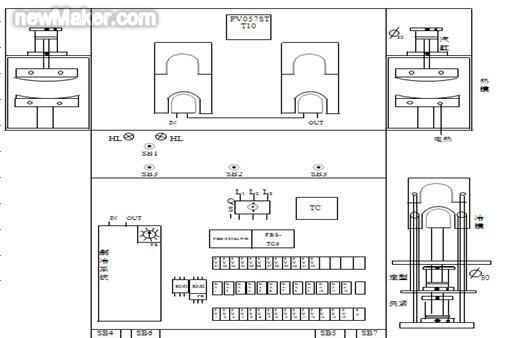
3. 以左冷模為例?將加熱后的鞋面放入冷模中適當(dāng)?shù)奈恢? 用腳踏左冷模開關(guān)一次,則冷模夾緊電磁閥得電動(dòng)作,使左夾緊氣缸動(dòng)作夾緊鞋面?當(dāng)夾緊到位?使SQ1感應(yīng)開關(guān)動(dòng)作?延時(shí)接通,使左冷模定型電磁閥得電動(dòng)作?使左定型氣缸動(dòng)作,開始定型?當(dāng)定型到位?則使冷模定型延時(shí)感應(yīng)開關(guān)SQ2動(dòng)作?延時(shí)斷開。當(dāng)斷開時(shí)先使定型電磁閥斷電復(fù)位?再使夾緊電磁閥斷電復(fù)位。示意圖如下:
三 主要部件的選型
1. PLC:因需要做溫度PID控制?所以選擇了臺(tái)灣永宏(FBS-32MAT-R)晶體管輸出型。加上溫度模塊控制。固選擇了FBS-TC6模塊?使用WinProLadder編程軟件。
2. 觸摸屏?因鞋面材料不同?要求溫度和設(shè)定時(shí)間也不相同。為了 方便操作人員能簡(jiǎn)便修改設(shè)置參數(shù)及監(jiān)控溫度和時(shí)間的變化 ?采用了永宏FV057ST-T10觸摸屏?使用PM Designer編程軟件。
3. 組成如圖所示:

四 PLC的控制
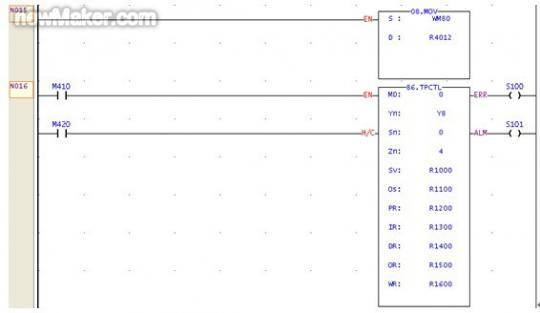
1. PID 溫控( FUN86) 是利用溫度模塊配合溫度規(guī)劃表格(如圖2所示)將外界當(dāng)前的溫度測(cè)量值當(dāng)作過程變量( Process Var iable,簡(jiǎn)稱PV),并將用戶所設(shè)定的溫度設(shè)定值( Set Point,簡(jiǎn)稱SP)與過程變量經(jīng)由軟件PID 數(shù)學(xué)式運(yùn)算后,得到適宜的輸出控制值以控制溫度在用戶所期望的溫度范圍內(nèi)。
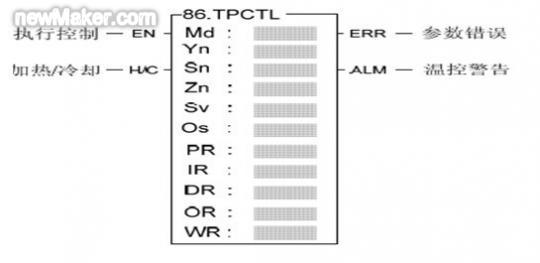
Md : PID 運(yùn)算模式選擇
=0, 改良型最小超越法
=1,通用PID 法則
Yn :ON/OFF 溫控輸出起始號(hào)碼,共占用
Zn 點(diǎn)
Sn : 本指令從第幾點(diǎn)溫度開始執(zhí)行 PID 溫控,
Sn=0~ 31
Zn : 本指令所控制的PID 溫控點(diǎn)數(shù);
1 Zn 32 且1Sn+Zn32
Sv :溫度設(shè)定值起始緩存器號(hào)碼,共占用 Zn 個(gè)緩存器 (設(shè)定單位為0.1°)
Os :溫度偏差值起始緩存器號(hào)碼,共占用 Zn 個(gè)緩存器 (設(shè)定單位為0.1°)
PR :增益設(shè)定值起始緩存器號(hào)碼,共占用 Zn 個(gè)緩存器
IR :積分常數(shù)設(shè)定值起始緩存器號(hào)碼,共占用Zn 個(gè)緩存器
DR : 微分時(shí)間常數(shù)設(shè)定值起始緩存器號(hào)碼,共占用Zn 個(gè)緩存器
OR :溫控?cái)?shù)值輸出起始緩存器號(hào)碼,共占用Zn 個(gè)緩存器
WR:本指令所需使用的工作緩存器起始號(hào)碼,共占用9 個(gè)緩存器,其它地方不可以重復(fù)使用

2. 將PID 運(yùn)算后的數(shù)值結(jié)果轉(zhuǎn)換為時(shí)間比例ON/OFF(PWM) 輸出, 經(jīng)由晶體管式接點(diǎn)輸出控制SSR 所推動(dòng)的加熱或冷卻回路, 便可以得到相當(dāng)精確而且便宜的控制結(jié)果。
3. 數(shù)字化PID 表達(dá)式如下:
M n = [ K c × E n ] +
[ [ K c × K i × T s × E n ] + [ K c × T d × ( PV n − P V n - 1 ) / T s ]
Mn : ?n?時(shí)的控制輸出量
Kc : 增益( 范圍: 1→ 9999; Pb(比例帶)=(1000/Kc ) × 0 . 1% , 單位為0 . 1%
Ki : 積分常數(shù)( 范圍: 0~ 9999, 相當(dāng)于0.00~ 99.99 Repeat/Minute)
Td : 微分時(shí)間常數(shù)( 范圍: 0~ 9999, 相當(dāng)于0.00~ 9.99 Minute)
PVn : ?n?時(shí)的過程變數(shù)
PVn − 1 : ?n?的上一次的過程變數(shù)
En : ?n?時(shí)的誤差=設(shè)定值( SP) −?n?時(shí)的過程變數(shù)( PVn )
Ts : PID 運(yùn)算的間隔時(shí)間( 單位: 0.1S, 值可為10, 20, 40, 80, 160, 320)
4. 為使操作簡(jiǎn)便?在每個(gè)工位只使用一個(gè)開關(guān)做啟/停控制?共4個(gè)腳踏開關(guān)(SB4-SB7),兩個(gè)熱模控制方式一樣,兩個(gè)冷模控制方式一樣。為了安全又設(shè)了手動(dòng)停止開關(guān)SB3和緊急開關(guān)SB2?停止開關(guān)是為防止四個(gè)工位操作錯(cuò)誤使用,緊急開關(guān)是為出現(xiàn)緊急情況斷開所有控制電源使用。
5. M1924接通一個(gè)脈沖?用(MOV)傳送指令將熱/冷模設(shè)定時(shí)間傳入數(shù)據(jù)存儲(chǔ)器?以方便能在觸摸屏上修改數(shù)值。
6. PLC一接通?用(MOV)傳送指令將熱/冷模定時(shí)器當(dāng)前值傳入數(shù)據(jù)存儲(chǔ)器?以使能在觸摸屏上監(jiān)控當(dāng)前值。
7.熱模控制?
以左熱模為例?如X2接通一個(gè)脈沖?定時(shí)器T2得電計(jì)時(shí)(為鞋面加熱時(shí)間),Y002得電自鎖。熱模夾緊。定時(shí)器T3得電0.5秒瞬間接通輔助繼電器M100?M100是為X2由啟動(dòng)轉(zhuǎn)變?yōu)橥V归_關(guān)做準(zhǔn)備的?當(dāng)T2計(jì)時(shí)到使左熱模復(fù)位 .如在加熱計(jì)時(shí)中想取出鞋面?只要在接通第二次X2一個(gè)脈沖?Y002則斷電復(fù)位?此時(shí)X2由停止開關(guān)轉(zhuǎn)變?yōu)閱?dòng)開關(guān)。
8.冷模控制:
以左冷模為例?如X4接通一個(gè)脈沖?Y004得電自鎖?使鞋面夾緊?定時(shí)器T7計(jì)時(shí)0.5秒瞬間接通輔助繼電器M104?當(dāng)夾緊到位感應(yīng)開關(guān)SQ1動(dòng)作X5接通?定時(shí)器T6開始計(jì)時(shí)?計(jì)時(shí)到接通Y005開始定型.定型到位感應(yīng)開關(guān)SQ2動(dòng)作,X5、X6接通定時(shí)器T8開始計(jì)時(shí)?計(jì)時(shí)到T8接通輔助繼電器M106自鎖?同時(shí)斷開Y005,定時(shí)器T9計(jì)時(shí)2秒?斷開Y004?使左冷模復(fù)位。
注?當(dāng)M104接通后?X4啟動(dòng)開關(guān)轉(zhuǎn)變?yōu)橥V归_關(guān)?此時(shí)如果計(jì)時(shí)過程中需要停止?只要接通第二次X4即可復(fù)位左冷模?此時(shí)X4由停止開關(guān)轉(zhuǎn)變?yōu)閱?dòng)開關(guān)。
五 觸摸屏控制流程
1. 當(dāng)觸摸屏得電后,通過RS232數(shù)據(jù)線與PLC通信交換數(shù)據(jù)。將FBS-32MAT-R主單元中各熱模當(dāng)前值、設(shè)定值顯示在觸摸屏的3#畫面中。

2 如果需要監(jiān)控或修改參數(shù)時(shí),可選擇0#畫面中顯示的相關(guān)功能鍵進(jìn)入即可,順序進(jìn)入可修改參數(shù)。
六 結(jié)束語(yǔ)
可編程控制器是比較成熟的工業(yè)控制產(chǎn)品,在很多領(lǐng)域已被廣泛應(yīng)用,本文在現(xiàn)有研究的基礎(chǔ)上討論了永宏產(chǎn)品在鞋頭定型機(jī)中的應(yīng)用。得益于永宏P(guān)LC在溫度控制方面的強(qiáng)悍,它實(shí)現(xiàn)了鞋頭定型機(jī)的自動(dòng)化控制,既減少了工人的勞動(dòng)強(qiáng)度又提高了生產(chǎn)效率。
旋轉(zhuǎn)接頭 斜鐵 渦街流量計(jì) 帶式壓濾機(jī) 電動(dòng)平車 鋁板電焊機(jī) 二手離心機(jī)
標(biāo)簽:
相關(guān)技術(shù)
- 智能優(yōu)化節(jié)能系統(tǒng)在湖北某紡織公司應(yīng)用實(shí)例
- 水源熱泵抽取和回灌地下水對(duì)建筑物沉降的影響
- 超精密拋光工藝應(yīng)用于集成電路制造、醫(yī)療器械、汽車配件、數(shù)碼配件、精密模具、航空航天
- 小型噴霧干燥機(jī)在藥劑實(shí)驗(yàn)中的應(yīng)用
- 遙感技術(shù)在水環(huán)境和大氣環(huán)境監(jiān)測(cè)中的應(yīng)用分析
- 某污水處理廠MBR膜系統(tǒng)改造與運(yùn)行管理
- 焦?fàn)t煙道氣脫硫脫硝及余熱回收工藝裝置
- 【18類重點(diǎn)監(jiān)管危險(xiǎn)反應(yīng)】之二 - 氫化反應(yīng)在微通道反應(yīng)器中的應(yīng)用
- 【案例】杰普儀器自來水廠監(jiān)測(cè)儀表和在線云平臺(tái)現(xiàn)場(chǎng)應(yīng)用案例
- 西門子S7-300在污水處理工程中的應(yīng)用方案
2、如涉及作品內(nèi)容、版權(quán)和其它問題,請(qǐng)?jiān)?0日內(nèi)與本網(wǎng)聯(lián)系,我們將在第一時(shí)間作出適當(dāng)處理!有關(guān)作品版權(quán)事宜請(qǐng)聯(lián)系:+86-571-88970062
- 2025年一季度通用機(jī)械行業(yè)企業(yè)動(dòng)態(tài)匯總
- 浙江省抽查100批次閥門產(chǎn)品,7批次不合格
- 江蘇省緊固件行業(yè)協(xié)會(huì)召開常務(wù)理事擴(kuò)大會(huì)議
- 德國(guó)波勒過濾器公司采購(gòu)總監(jiān)Sabine Stejskal一行蒞臨艾坦姆合金調(diào)研考察
- 聊城軸承小鎮(zhèn)的“智造”先鋒:華工軸承的成長(zhǎng)啟示
- 西北軸承鐵路車間開展現(xiàn)場(chǎng)優(yōu)化專項(xiàng)行動(dòng)
- 我國(guó)最大超深油田油氣產(chǎn)量當(dāng)量累計(jì)超2000萬(wàn)噸
- 百萬(wàn)噸級(jí)!我國(guó)首個(gè)海上CCUS項(xiàng)目開鉆
- 陜鼓簽約百萬(wàn)噸CCUS示范項(xiàng)目
- 瓦軸集團(tuán)智慧攻堅(jiān) 巧解生產(chǎn)難題
- 國(guó)際事業(yè)公司駐緬機(jī)構(gòu)全力保障緬甸災(zāi)區(qū)用油
- 中油測(cè)井自主研發(fā)新技術(shù)煤中“淘”氣
網(wǎng)站地圖 - 關(guān)于我們 - 誠(chéng)聘英才 - 幫助中心 - 法律聲明 - 展會(huì)合作 - 本網(wǎng)動(dòng)態(tài) - 服務(wù)項(xiàng)目 - 會(huì)員服務(wù) - 網(wǎng)站建設(shè)
廣告咨詢:
客戶服務(wù):
友情鏈接:
服務(wù)熱線:0571-88970062 傳真:0571-88971936
客服郵件:service#chemsb.com 銷售郵件:sales#chemsb.com 投稿郵件:info#chemsb.com 版權(quán)所有©全球化工設(shè)備網(wǎng)